


数控加工中心刀具半径补偿指令应用(案例说明
时间:2016-01-05 10:39来源:山东海特数控机床
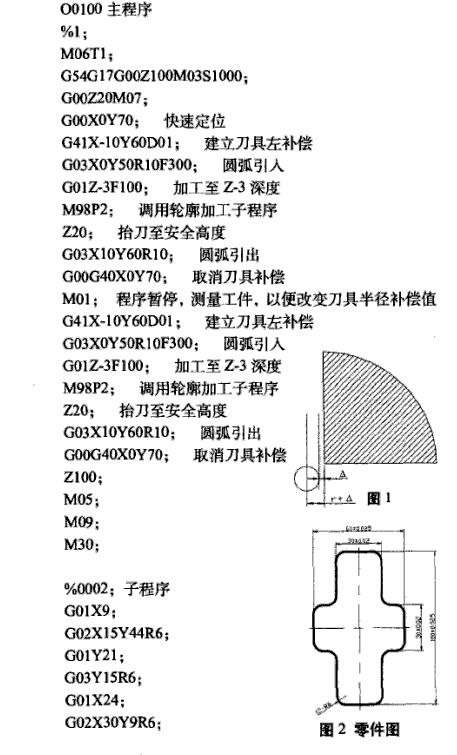
改变刀具半径补偿值实现零件件的粗、精加工。在数控加工中心加工过程中刀具半径补偿功能具有重要的用途。如果人为地使刀具中心与工件轮廓偏置值不是一个刀具半径,而是某一给定值,则可以用来处理粗、精加工问题。在粗加工时,可将刀具实际半径再加上精加工余量作为刀具半径补偿值输入,而在精加工时只输入刀具实际半径值,这样可使粗、精加工采用同-个程序,其补偿方法为:设精加工余量为△,刀具半径为r,如图1所示:首先,人工输入刀具偏置值为r+△,即可完成粗加工到图示点划线的位置;在精加工时,输入刀具的半径值r,即可完成*终的轮廓精加工。
改变刀具半径补偿值对零件进行加工修正。将刀具半径补偿与子程序结合应用,不但可简化编程,进行粗、精加工,而且可以进行加工的修正,保证零件的加工尺寸,满足实际加工的要求,确保零件的加工品质。下面以华中数控系统为例,用一个实际加工程序进行说明,零件图如图2所示。
在主程序中用MOl指令程序暂停,此时测量工件尺寸,计算出其与零件图尺寸的差值,并将差值补偿输入DO1寄存器,进行零件精加工,这样加工出的零件可满足尺寸要求。
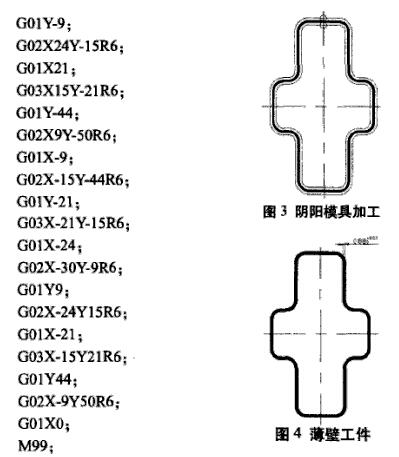
阴阳模具加工。在加工同一公称尺寸的内、外两种型面时,可利用同一程序把G41, G42指令互换,完成内、外两种型面的加工,这样便实现了阴阳模具的加工,这样加工出的零件可满足实际要求,满足模具装配的需要,如图3所示。
负刀具半径补偿的应用。对于薄壁工件如图4所示,可采用负刀具半径补偿的方法加工。负刀具半径补偿就是在刀具补偿寄存器中将数值改为负值,数控系统插补器就会按负值来计算插补点。
若上述主程序刀具半径补偿为5.5,并将刀具半径补偿值输入DOl寄存器,精加工外轮廓完成后,根据薄壁厚度,将刀具半径补偿值改为-(5.5+0.88+0.01),然后再执行同样的程序,即可加工出相应的薄壁工件的内轮廓。
结论:数控加工是基于数控程序的自动化加工方式,在实际加工中,在加工中心、数控铣床上加工零件的过程中刀具半径补偿功能的运用是十分广泛的,在数控加工程序中,用好刀具半径补偿指令,对提高零件的加工质量和精度,使用、维护好数控机床具有重要意义。
上一篇:数控加工中心刀具选择与应用,不看可惜了
下一篇:铝型材数控加工中心厂家推荐



